NİTRASYONA UYGUN ÇELİKLER
Nitrürleme işlemi her tür çeliğe ve demir esaslı malzemeye uygulanabilir. Paslanmaz çelikler ve yüksek alaşımlı çelikler gibi bazı çelik türlerinin nitrürlenmesinde Plazma Nitrasyon en başarılı sonucu verir. Paslanmaz çeliklerde gaz nitrasyon ve tuz banyosunda nitrasyon yapılmak istenirse yüzeyde bulunan kararlı oksit tabakasını kaldırmak için özel önlemler alınmalı, özel uygulamalar yapılmalıdır. Plazma nitrasyon tüm çelik türleri ve dökme demirlerin nitrasyonu için uygun ve başarılı bir yöntemdir.
Nitrasyon işlemiyle aşınma direncini artırmak ve yüzey sertliğini yükseltmek için en iyi sonuçlar nitrür oluşturan alaşım elementlerini içeren çeliklerde elde edilir. Bu elementlerden başlıcaları Al, Cr, Ti, Mo ve V'dur. Nitrasyon yapılmak üzere üretilen ticari çeliklerde daha çok Krom, Vanadyum, Molibden, Alüminyum elementleri kulanılmaktadır. Bu elementler nitrürleme sıcaklığında kararlı nitrürler oluştururlar. Molibden, nitrür oluşturucu olarak katkısının yanında, nitrürleme sıcaklığında kırılganlık riskini de azaltır. Nitrür oluşturabilen alaşım elementleri ile oldukça derin sertlik tabakası, homojen ve yüksek sertlik elde edilir.
Orta karbonlu bir çelikte alaşım elementlerinin
nitrürleme sonrası sertliğe etkisi
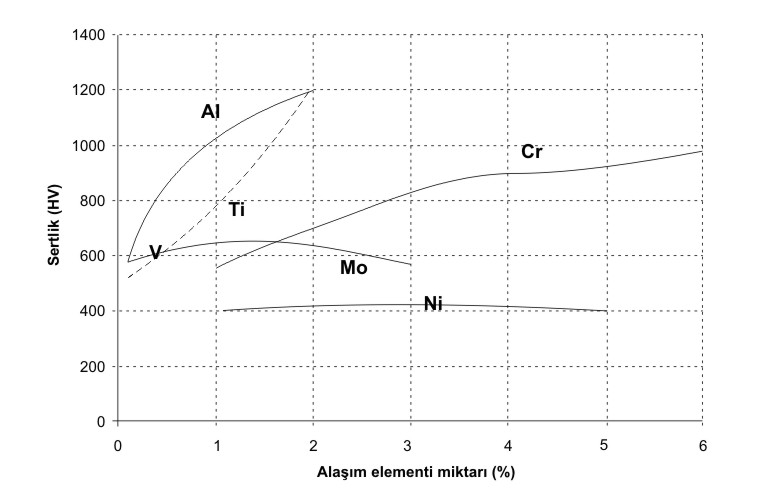
Alüminyum, alaşım elementlerinin en kararlı nitrür oluşturucu elemanı olduğu için Alüminyumlu çelikler (%0,85-1,50 Al) yüksek yüzey sertliği (1000-1200 HV) sonuçları vermektedir. Krom içeriği yeteri kadar yüksekse kromlu çelikler de yüksek sertlik ve aşınma direnci sonuçları verirler. Alaşımsız karbon çeliklerinde pul pul dökülmeye yatkın, aşırı derecede gevrek bir nitrasyon tabakası oluşması riski vardır, bu nedenle bunların nitrasyonunda dikkatli olmak gerekir. Alüminyumlu çelikler çok yüksek sertlik ve mükemmel aşınma direnci olan nitrürlenmiş bir yüzey elde edilmesine olanak sağlarlar. Fakat aynı zamanda, bu yüzey çok düşük süneklikte olduğundan Alüminiyumlu çeliklerin seçiminde bu sınırlama mutlaka göz önünde bulundurulmalıdır. Bunlarla karşılaştırıldığında düşük alaşımlı kromlu çelikler daha sünek, fakat daha düşük sertliktedir. Yine de kromlu çeliklerin aşınma direnci ve sürtünme ısınması direnci iyidir.
Nitrürleme işlemi en iyi sonuçları, sertleştirilip menevişlenmiş çeliklerde verir. İdeal mikroyapı sertleştirilmiş ve nitrasyon sıcaklığının 30C üzerinde menevişlenmiş mikroyapıdır. Talaşlı işlemenin önemli olduğu uygulamalarda sertliği düşürmek için daha yüksek meneviş sıcaklıkları ve süresi kullanılabilir. Fakat hiçbir durumda, karbür küreleşmesine yol açacak sıcaklıklar ve süreler kullanılmamalıdır.
Islah çeliklerinde sertleştirme ve menevişleme ile 28 - 32 HRC çekirdek sertliği sağlandıktan sonra istenen derinlikte nitrasyon uygulaması yapılabilmektedir. Islah çeliklerinde nitrasyon sonrası yüzey sertlikleri genellikle 600 - 750 HV arasındadır.
Sementasyon çeliklerinde de benzer durum söz konusudur. Öncesinde ıslah edilmiş özellikle Cr ve Mn içeren sementasyon çelikleri nitrasyonla başarılı sonuçlara ulaşabilmekte, 550 - 750 HV yüzey sertlikleri elde edilebilmektedir.
Sıcak iş çeliklerinin yüksek sıcaklıkta sertliğini koruması en önemli özellikleridir. Sertleştirilip menevişlenmiş sıcak iş çelikleri nitrürleme sonucunda 1000 - 1200 HV gibi çok yüksek yüzey sertliklerine ulaşabilirler, böylece aşınma direnci önemli ölçüde yükselir. Bu durum özellikle sıcak dövme kalıplarının ömürlerinin uzatılmasında faydalıdır.
Soğuk iş takım çeliklerinde de sertleştirme ve menevişleme işlemini takiben yapılan nitrasyon işlemi aşınma direncini artırmaya yarar. İşlem sıcaklığının düşük olması sayesinde Plazma Nitrasyon bu alanda da rakipsizdir. Bazı soğuk iş takım çeliklerinde
60-62 HRC çekirdek sertliğinin üzerine Plazma Nitrasyon yapılarak yüzey sertlikleri 1200 HV’nin üzerine çıkabilmektedir.