YÜZEY SERTLEŞTİRME YÖNTEMLERİ
Özellikle sürtünmeli çalışan ve aşınmaya maruz kalan, aynı zamanda titreşimlerin de etkisi altında olan makine ya da araç parçalarında yüzey sertleştirme işlemleri uygulanmaktadır. Nitrürleme, çeliğin sertliği ve aşınma direncinin yanında korozyon direnci, yorulma ömrü, yüksek sıcaklıklarda bile sertliğini muhafaza etme gibi özelliklerini geliştirmesi ve işlem sıcaklığının diğer yüzey sertleştirme yöntemlerinden daha düşük olması açısından önemlidir. Ferritik fazda gerçekleşen bir ısıl işlem yöntemi olan nitrürleme ya da başka bir deyişle nitrasyon işlemiyle diğer yüzey sertleştirme yöntemlerini kısaca karşılaştıralım.
Yaygın kullanılan yüzey sertleştirme yöntemleri
Miller, dişliler, kamlar, kesici takımlar vb. uygulamalarda yüzeyi sert ve aşınmaya dayanıklı, iç kısmı ise sünek ve titreşime dayanıklı malzemelere gereksinme duyulur. Bu durumda yapılması gereken, malzemenin çekirdek bölgesinin özelliklerini bozmadan ya da bu bölgeyi de faydalı bir şekilde etkileyerek, yüzey özelliklerini istediğimiz şekilde geliştirmektir. Bu, yüzey sertleştirme işlemlerinden birini uygulamakla mümkün olabilir. Günümüz endüstrisinde yüzey sertleştirmede kullanılan temel yöntemler şunlardır:
- Karbürleme (sementasyon)
- Alevle veya indüksiyonla sertleştirme
- Nitrürleme (Nitrasyon)
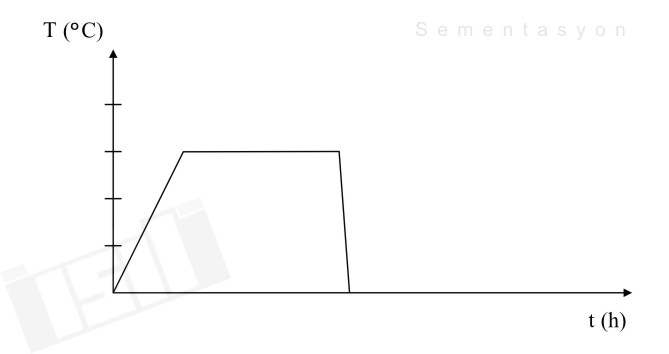
1. Karbürleme : Bu işlem, düşük karbonlu (max.%0.20) çeliklere karbon verici ortamda çoğunlukla 825-950 °C sıcaklıkları arasında atomik karbon nüfuz ettirilerek gerçekleştirilir. Karbon verici ortam katı, sıvı, gaz ya da plazma olabilir. İşlem sıcaklığında çeliğin yüzeyine nüfuz eden karbon östenit içerisinde çözündürülür. Takip eden ani soğutma yoluyla çeliğin yüzeyinde östenit-martenzit dönüşümü gerçekleştirilerek sertleştirme sağlanmış olur.
İşlem, çeliğin yüzey bileşiminin karbon verilmek suretiyle değiştirilmesi ve sertleşebilir hale gelmesi esasına dayanır. Malzemelerin iç kısımlarında bileşim değişimi meydana gelmediğinden, başlangıçtaki karbon miktarına bağlı olarak iç kısımda da bir miktar sertleşme gerçekleşir. Sementasyon işleminde elde edilecek sertlik derinliği işlem sıcaklığı ve süresinin değiştirilmesiyle ayarlanabilir.
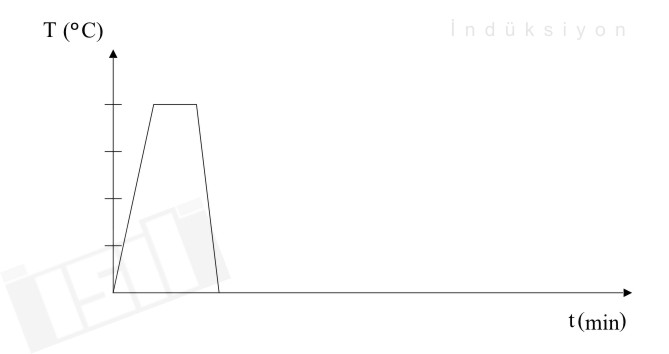
2. Alevle veya indüksiyonla sertleştirme : Bu yöntemlerde sertleştirilebilir çelikler, sertleştirme sıcaklığına alevle ya da indüksiyon akımı içinde tutulmak suretiyle ısıtılır ve sonra su verilerek ani soğutulur. Alevle ve indüksiyonla sertleştirme işlemlerinde çeliğin bileşiminde bir değişiklik meydana gelmez. Dolayısıyla kullanılacak çelikler de sertleşebilir çelikler olmak zorundadır. Isıtmanın ani olması, böylece yalnızca yüzeyde istenen miktardaki bölgenin sertleşme sıcaklığına kadar ısınması, daha derin bölgelerin ısınmaması sağlanır. Böylece ani soğutma sırasında yalnızca dönüşüm sıcaklığına kadar ısınan bölgede östenit-martenzit dönüşümü ortaya çıkar ve sertleşme meydana gelir.
Sertleştirme sıcaklığı çeliğin bileşimine bağlı olarak değişir.
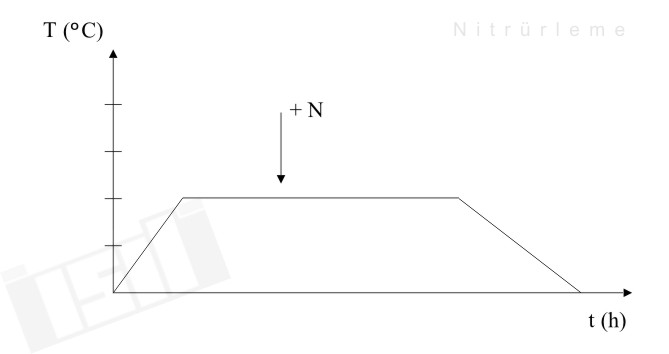
3. Nitrürleme: Azot verici ortamda 350-580 °C sıcaklıkları arasında atomik azotun ferrit faza geçişi ile gerçekleştirilir. Oda sıcaklığına yapılan soğutma sonucunda hiçbir faz dönüşü olmadan, yüzeyde oluşan nitrür tabakaları sayesinde, çelikte yüzey sertleşmesini sağlayan bir işlemdir. Nitrürleme çelikte yüzey sertliği, aşınma direnci, sürtünme ısınması direnci, korozyon direnci, yorulma ömrü gibi özellikleri geliştiren bir yüzey sertleştirme işlemi olarak geniş bir uygulama alanı bulmuştur.
Nitrürleme ve karbürleme işlemlerinin değişik versiyonları olarak yorumlanabilecek karbonitrürleme, nitrokarbürleme, sülfonitrürleme ve sülfo-karbo-nitrürleme gibi işlemler de mevcuttur.
Yaygın Yüzey Sertleştirme Yöntemlerinin Bazı Özelliklerinin Karşılaştırılması
|
|
İşlem Sıcaklığı (°C)
|
Sertleşme Derinliği (mm)
|
Yüzey Bozulması
|
Boyut Değişimi, Deformasyon
|
Uygulanabilen malzemeler
|
|
Karbürleme
|
825-950
|
0,5-2
|
var
|
var
|
sınırlı
|
|
Alev ve İndüksiyon
|
800-1000
|
1-10
|
var
|
var
|
Sınırlı
|
|
Nitrürleme
|
350-580
|
max. 1 mm.
|
olmayabilir
|
ihmal edilebilir, olmayabilir
|
her tür çelik ve döküm
|