NİTRÜRLEME (NİTRASYON) NEDİR?
Nitrürleme ile yüzey sertleştirme işlemi, çeliğe difüzyon yoluyla azot verme işlemidir. İşlem sırasında atom çapı 0,71 A° olan N, demir kafesine nüfuz eder. Nitrasyon olarak da isimlendirilen nitrürleme işlemi 350-580 °C sıcaklıkları arasında atomik azotun ferrit faza geçişini kapsamakta ve sonuç olarak, oda sıcaklığına yapılan soğutma sırasında herhangi bir faz dönüşümü oluşmamaktadır. Yapıya giren azot, soğuma esnasında demir nitrürler Fe2N, Fe4N ve ayrıca çelik bileşiminde bulunan diğer elementlerle alaşım nitrürleri oluşturarak çökelir. Çelik yapısında bulunan karbürlerle birlikte karbonitrürler de oluşur. Böylece sertlik artımı sağlanır. Yani nitrürleme işleminde ferrit - östenit - martensit yapısal dönüşümleri olmaz, gerekli değildir.
Ani soğutma ya da su verme işlemi gerekmez.
Nitrasyon işleminin süresi uygulanan yönteme ve elde edilmek istenen özelliklere bağlı olarak 15 dakikadan 120 saate kadar olabilir. Daha da uzun nitrasyon işlemi yapmak mümkündür. Nitrasyon işleminin sıcaklığı ve süresi artırıldıkça elde edilecek sertlik derinliği de artar.
Düşük nitrürleme sıcaklıklarında difüzyon çok yavaş gerçekleşir. Öte yandan nitrür ayrışmaları çok ince olur. Bu ince ayrışmalar, nitrür tabakasına çok yüksek sertlik verir. Yüksek nitrürleme sıcaklıkları kullanıldığında ise eşit zamanda daha fazla derinliğe ulaşılabilir, ancak bu durumda sertlikte biraz azalma olur.
Nitrasyon işlemi tüm demir esaslı malzemelere uygulanabilir. Bunun yanında Alüminyum ve Titanyum gibi demir dışı malzemelere de Plazma Nitrasyon yöntemi sayesinde nitrürleme uygulanabilmektedir.
Çelik içerisinde Cr (krom), Mo (molibden), Al (alüminyum), V (vanadyum) gibi nitrür oluşturan alaşım elementleri bulunması, kararlı nitrürler ortaya çıkmasını, yüzey sertliğinin de yüksek olmasını sağlar.
Nitrasyon işlemi değişik ortamlarda gerçekleşebilir. Gaz Nitrasyon, Tuz Banyosunda Nitrasyon, Plazma Nitrasyon ülkemizde endüstride yaygın olarak kullanılan nitrasyon ortamlarıdır.
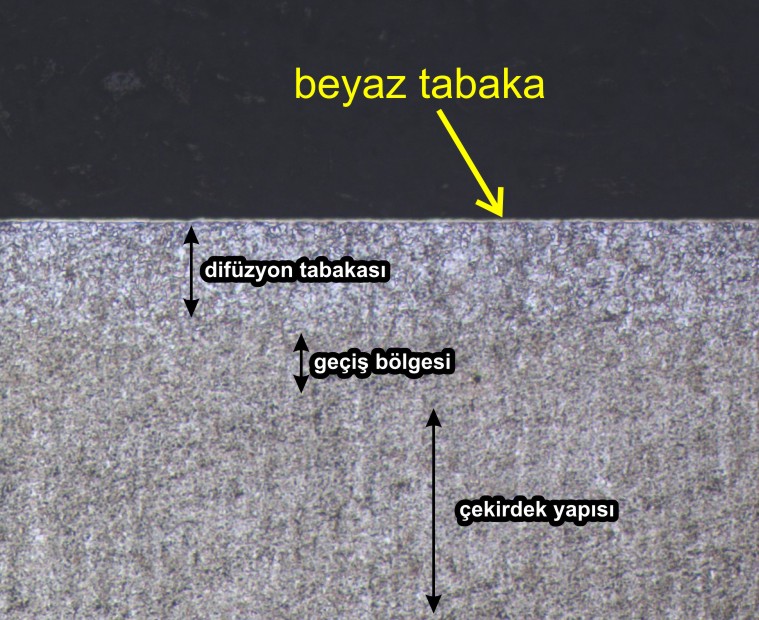
Nitrürlenmiş malzemelerin yüzeyini üç bölüme ayırabiliriz. En üstte, azot içeriği en fazla olan "beyaz (bileşik) tabaka", onun altında "difüzyon tabakası" ve en altta da çekirdek bölgesi. Nitrürleme işleminde azotun çeliğe nüfuz ettiği en üst yüzey tabakası, azotun en yüksek oranda bulunduğu bölgedir ve metalurjik (ışık) mikroskopta, nital ile dağlandığında beyaz bir tabaka olarak görülür. Bu tabaka kırılgan ve gevrek bir tabakadır, pek çok uygulamada sınırlandırılmak istenir. Yüzeyden içeri doğru gelindiğinde azot yüzdesinde de azalma meydana gelir ve mikroskop altındaki beyaz görüntünün yerini normal iğnesel nitrür görüntüsü alır. Çeliğin daha iç bölgelerine doğru ilerlendiğinde ise azot miktarı giderek azalır, nihayet azotun ulaşmadığı çekirdek bölgesine ulaşılır. Çekirdek bölgesiyle difüzyon tabakası arasında bir geçiş bölgesi bulunur.
Plazma (iyon) nitrürleme yöntemi diğer yöntemlere göre daha kontrollü yüzey metalürjisi sağlaması, daha üstün mekanik özelliklerin elde edilebilmesi, çalışan ve çevre sağlığına zarar vermemesi açısından öne çıkmaktadır.
Ferritik fazda yapılan bir ısıl işlem olmasıyla ön plana çıkan nitrürleme işleminin temel faydası ölçüsel değişiklikler ve deformasyonların en aza indirildiği bir ısıl işlem yöntemi olması, ayrıca bazı çelik türlerinde çok yüksek yüzey sertliklerine ve aşınma dirençlerine ulaşılabilmesidir.